(Originally presented in 1996)
The Barrick Goldstrike Mine in Northeastern Nevada is the largest gold mine in North America, with gold production for 1996 expected to exceed 2.0 million ounces. Material is currently being mined at a rate of approximately 410,000 tons/day. This requires a fleet of 75 haul trucks of 190 ton capacity to move the large quantities of gold ore and waste. The cost of operating and maintaining the truck fleet constitutes a significant part of the mine's operating costs.
To reduce the mining costs, Barrick installed a trolley assist system on the most heavily traveled uphill grades. Before the benefits of trolley assist are discussed in detail, a basic description of how trolley functions will be given.
How Trolley Assist Works
The illustration shown as figure 1 represents the basic components of a typical diesel-electric haul truck. A diesel engine drives a traction alternator which produces the electricity used to drive the wheelmotors. The truck's control cabinet conditions the power, in terms of volts and amps, so that the motors will provide the desired speed and torque -- much as a transmission would do in a mechanical drive truck. The speed of the vehicle on grade is limited by the horsepower output of the diesel engine. Cooling air for the wheelmotors is provided by a fan on the end of the alternator, which is directly driven by the diesel engine.
The addition of trolley assist to a diesel-electric truck is depicted in figure 2. A pantograph is mounted to the front of the truck, so that electric power can be collected from overhead lines. Additional control devices are added to the truck, so that power from the overhead lines can be properly applied to the wheelmotors.
When on trolley, a truck's diesel engine and alternator are not used for propulsion. The engine's speed automatically drops to an idle, with all the power for propulsion coming from the overhead lines. The system is designed to provide the highest possible line voltage which the motors can safely handle -- so that the truck will operate at the highest possible speed. The speed of a diesel powered truck is limited by its engine horsepower, but the speed of a trolley truck is limited by the capabilities of its traction motors.
A Trolley Auxiliary Blower provides cooling air for the wheelmotors independently of the diesel engine speed. Without the TAB blower, the engine would have to run at a needlessly high rpm just to operate the existing alternator-mounted fan. The TAB blower allows the engine to run at a lower speed when on trolley, which results in additional fuel being saved.
Types of Savings Which Result from Trolley Assist
Trolley assist can produce four types of measurable and predictable savings -- energy cost savings, productivity savings, diesel engine overhaul savings and wheelmotor armature overhaul savings.
Energy Cost Savings
Energy cost savings result from substituting purchased electricity for electricity generated on-board the truck with diesel fuel. When on trolley, the diesel engine speed drops to idle at an almost no-load condition. Only minimal loads are applied -- required for operating the steering pumps, air conditioning, etc. -- with fuel being consumed at a rate of about 7.5 gallons/hour. This is a dramatic reduction when compared to climbing the same grade under diesel power, when fuel is consumed at a rate of about 100 gallons/ hour.
The value of savings that result is a function of the number of miles traveled on trolley, and of the price paid for diesel fuel and electricity.
Other Ways of Saving with Trolley
Previous studies investigating the economics of trolley, conducted for other mining companies, were typically based on benefits resulting from energy cost savings alone. Those mines where trolley was subsequently installed typically paid high prices for diesel fuel and low prices for electricity -- a combination which maximizes the benefits due to energy cost savings. After five years of trolley operation, one of these mines realized that significant savings had resulted from factors other than energy cost. Looking in hindsight, a study was conducted to quantify the value of the other ways that trolley was saving money. The results of this study were used by Barrick in the evaluation of trolley assist at its Goldstrike operation.
Productivity Savings
Productivity savings result from the increased speed of trucks on trolley. When powered by a diesel engine, the 190 ton trucks at Goldstrike can attain a speed of 8.1 mph on 8% ramps. With trolley assist, these same trucks can reach 14.7 mph -- which represents an 80% increase in speed!
This means that the required mine plan can be accomplished using fewer trucks. Fewer trucks need to be purchased, which results in a capital cost savings. Fewer trucks need to be kept in operation, which results in an operating cost savings.
The value of these productivity-related savings are significant, and can easily exceed the value of energy cost savings -- particularly for North American mining operations.
Diesel Engine Overhaul Cost Savings
Diesel engine overhaul periods can be extended because of trolley assist. The duty cycle which the engine experiences with trolley is significantly "easier" than without trolley. Because of this, the number of operating hours between engine overhauls should increase significantly. The amount of savings achieved depends upon how long the overhaul interval can be extended.
Experience has shown that an engine's life can best be expressed as the number of gallons of fuel consumed. Performing work is what wears out an engine, and the number of gallons consumed is a reasonable indication of the work performed. This is illustrated in the following example. Assume, for instance, that an engine has a "life" of 500,000 gallons, and the cost to overhaul that engine is $100,000. This means that, regardless of its duty cycle, $0.20 worth of an overhaul will be used up for each gallon of fuel consumed. Before trolley, a truck's duty cycle might have required 10,000 hours of operation to consume the 500,000 gallons -- and wear out the engine. After trolley is introduced, and the duty cycle becomes much less severe, it might take 20,000 hours of operation to wear out the engine. The engine overhaul cost per hour would, in this example, become half of what it was before the introduction of trolley.
An accurate projection of engine overhaul savings can be made if the engine "life" before trolley, expressed in gallons and hours, is known and the expected number of gallons saved by trolley is also known.
Wheelmotor Armature Cost Savings
Although the wheelmotors produce as much as 80% more horsepower when on trolley, the motors actually run cooler. By running cooler, the insulation lasts longer -- thereby increasing the time between armature rewinds.
To better understand how a motor can run cooler while delivering increased power, certain characteristics of DC motors need to be understood. The speed of a motor is proportional to the voltage, and the torque produced is proportional to the current. When a diesel-electric truck is on a constant grade, running at a steady speed, the motor will deliver a constant torque -- regardless of what speed it is running. Because electrical current is proportional to torque, the current will be virtually the same whether the truck is climbing the grade on diesel at 8 mph or on trolley at 14 mph. The motor's voltage will be higher on trolley, because voltage is proportional to speed.
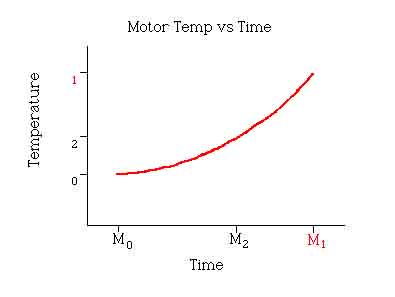
Motor current is what produces heat within the motor. A truck's motor on trolley generates heat at the same rate as when it is powered by diesel. Because a trolley truck is considerably faster, however, it spends less time on grade -- less time heating up. This concept is demonstrated graphically in figure 3. This graph is a plot of motor temperature vs. time on grade. If a truck starts at the bottom of a ramp at temperature T0 and climbs under diesel power for M1 minutes, a temperature T1 will be attained.
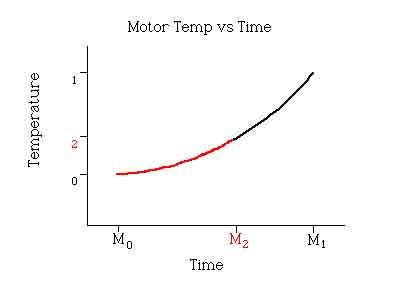
Now assume that the truck climbs the same grade under trolley power, as illustrated in figure 4. Heat will be generated at the same rate because motor current is the same. Because the truck is faster, it will reach the top in less time, in M2 minutes. Following the same heating curve, it is predicted that a motor temperature of T2 will be reached -- which is considerably cooler than for the same trip under diesel power. Lower temperatures result in longer insulation lives. Computer simulations which predict motor heating quite accurately have been developed, based on the experiences of a South African trolley application.
In order for significant armature life savings to result, however, the motors need to be approaching their thermal limits. At Goldstrike this is not the case, as the GE788 wheelmotors have sufficient thermal capacity to operate on haulage profiles even without trolley assist. Although there will be some armature-related benefits occurring after the year 2000, Barrick decided not to include those savings in the financial evaluation of trolley assist.
Environmental Benefits
Barrick has historically worked hard to be a good steward of the natural resources it manages. Considerable work has been done in the past to maintain air quality by reducing engine emissions. The application of trolley at Goldstrike is saving millions of gallons of diesel fuel each year -- which is preventing many tons of gases and particulate matter from being discharged into the atmosphere. Energy is instead being purchased from an electric utility company, which produces power by steady-state generation processes -- processes which lend themselves to environmentally friendly cleaning of exhaust gases.
Trolley Economic Study
Prior to installing the trolley system, Barrick conducted a detailed feasibility study to examine the economic benefits of trolley assist. The Bechtel Corporation was commissioned to lead the study, as they had key personnel who had been involved with the installation of other trolley systems in Africa. Anticipated cash flows for the "trolley" and "non-trolley" scenarios were compared for the expected life-of-mine mine plan. Trolley-related costs and expected savings were used to calculate the Net Present Value and Internal Rate of Return of the project.
The results of the feasibility study were positive, and Barrick decided to proceed with the installation of trolley assist during mid-1993. Bechtel was commissioned to manage the project and supervise the construction.
Required Haul Truck Modifications
At the beginning of the project, Goldstrike had fifty (50) Dresser 685E trucks, each having a payload of 190 tons. All of the 50 trucks were equipped with the GE Statex II control system. It should be noted that GE had not yet developed trolley controls for the newer Statex III system.
Dresser Haulpak worked with Barrick to apply the GE controls to the trucks. Dresser had previously been involved with the modification of their trucks to trolley at an African mine nearly ten years ago. Barrick desired the modification to closely resemble a "factory" installation, however, which required much closer work with the Haulpak design engineers. As a result, both the diesel and the trolley controls are contained in a single cabinet -- as opposed to multiple cabinets scattered around the deck of the truck.
Pioneer Equipment Company, the local Haulpak dealer, performed the actual modifications to the trucks. New control cabinets and wiring, pantograph support structures and TAB blowers had to be installed. Once the program was underway, the modifications were completed at a rate of two trucks per week.
Trolley Line Installation
The overhead trolley lines were supplied by Siemens Transportation Division, and are similar to the lines used successfully at numerous mines in Africa. Caribou Construction Company did the installation of the lines, guided in part by Siemens' factory engineers.
A total of five (5) trolley lines were initially installed, having a total length of 2.9 miles. Two lines were located in the main pit and three lines were located on ex-pit ramps. An aggressive installation of lines is necessary to maximize the number of truck-miles traveled on trolley.
Pole bases are first set into the ground at locations determined by Goldstrike's Mine Engineering department. Poles are then bolted to the bases, overhead hardware assembled, and the conductors strung between poles. Tensioning weights are used to minimize sagging on this catenary suspension system, and to accommodate the thermal growth caused by ambient temperature extremes. Trolley lines can be removed and relocated to other ramps by simply removing the conductors and unbolting the poles from the bases.
Barrick's aggressive plans for applying trolley assist to its ramp system requires that lines be moveable and not permanently installed.
Trolley DC Substations
The DC substations provide power to the trolley lines. These substations are skid-mounted and can also be moved to new locations with minimal effort. Trolley lines having high traffic density, or those which have significant length, may need more than one substation to handle the number of trucks connected to the line.
Commissioning the Trolley System
The first trolley line was commissioned July 7, 1994, with the first truck making a successful run on trolley. All five ramps and fifty trucks were commissioned by the end of October 1994.
A program for training operators in the proper trolley procedures was developed by Goldstrike's Mine Operations Training group. The biggest challenge to successfully operating trucks on the trolley line has to do with keeping the pantographs properly aligned with the overhead conductors.
Adding trolley assist has required that additional maintenance be performed on the haul trucks. The system to raise and lower the pantographs must be regularly checked to verify that it is functioning correctly. As a result, these checks have been added to the services which are performed during normally scheduled truck PMs.
Changes to the Original Trolley System
Goldstrike's trolley system has now been fully operational for two years. Additional trucks have been purchased, so that there are currently 75 trucks in the fleet. GE has, at Barrick's insistence, developed trolley controls for the Statex III control system. As a result, most of the new trucks are equipped with Statex III Trolley -- a world first!
Although the trolley system is working successfully, it is Barrick's desire to make the system even more profitable than it already is. To do this, a plan for increasing trolley-related savings and decreasing trolley-related costs is being formulated. Barrick's Electrical Engineers are developing a new arrangement of line hardware which is both "low cost" and "easily installed". Such a design would reduce the cost of installing planned trolley lines, but could also allow "temporary" or "short term" trolley lines to make economic sense.
Summary
In summary, trolley assist is reducing haulage costs at Barrick Goldstrike by increasing truck productivity, reducing energy costs and decreasing engine overhaul costs. Although the system has been in operation for nearly two years, Barrick continues working to make trolley assist even more beneficial than it already is.